Opis za Polymaker Panchroma CoPE Purple
Filament Polymaker Panchroma CoPE predstavlja pomemben tehnološki napredek
na področju materialov za 3D tisk, ki premaguje tradicionalne omejitve
običajnih termoplastov z inovativno formulacijo na kopoliestrski osnovi. Ta
material, prej znan kot Panchroma Regular, je bil razvit z namenom, da
uporabnikom zagotovi izjemno kombinacijo visokohitrostnega tiskanja, vrhunske
kakovosti površine in razširjenih konstrukcijskih možnosti, ki znatno
presegajo zmogljivosti standardnih PLA filamentov. Kopoliestrska
struktura materiala zagotavlja optimalno ravnovesje med mehanskimi lastnostmi,
toplotno stabilnostjo in obdelovalnostjo, kar omogoča doseganje hitrosti
tiskanja do 400 mm/s brez kompromisov pri kakovosti končnega
izdelka. Ta hitrost predstavlja večkratno povečanje produktivnosti
v primerjavi s konvencionalnimi materiali, ki običajno dosegajo maksimalne
hitrosti okoli 60 do 100 mm/s, zaradi česar je ta filament idealna izbira za
proizvodna okolja, ki zahtevajo hitro izdelavo prototipov ali maloserijsko
proizvodnjo. Kemijska sestava tega naprednega kopoliestra je bila skrbno
optimizirana z obsežnimi raziskavami in razvojem, ki so vključevali
testiranje različnih polimernih formulacij in dodatkov za doseganje idealne
kombinacije lastnosti.
Kopoliestrska osnova predstavlja prefinjeno kombinacijo različnih estrskih
monomerov, ki so povezani v dolge polimerne verige s kondenzacijsko
polimerizacijo. Ta proces ustvari material z edinstveno molekularno
arhitekturo, kjer izmenjavanje različnih monomernih enot moti redno kristalno
strukturo, značilno za homopolimere, kar vodi do boljše obdelovalnosti in
razširjenega temperaturnega okna za tiskanje. Končni material izkazuje
bistveno boljšo sposobnost premoščanja vrzeli in ustvarjanja previsov
v primerjavi s konvencionalnimi materiali, kar razširja možnosti
konstrukcijskega oblikovanja in v mnogih aplikacijah odpravlja potrebo po
podpornih strukturah. Ta izboljšana geometrijska prilagodljivost
izhaja iz optimiziranih reoloških lastnosti materiala med taljenjem, ki
omogočajo natančnejši nadzor nad tokom polimera in njegovim strjevanjem med
odlaganjem. Temperaturno okno obdelave materiala se giblje med 190 °C in
230 °C za temperaturo tiskanja, kar zagotavlja precejšnjo prilagodljivost za
različne tipe tiskalnikov in specifične zahteve posameznih projektov. Nižje
temperature v tem obsegu, običajno med 190 °C in 205 °C, so primerne za
fine detajle in tanke stene, kjer sta pomembni dimenzijska natančnost in
zmanjšanje „stringinga“.
Srednje temperature okoli 210 °C do 220 °C predstavljajo optimalen
kompromis med hitrostjo tiskanja in kakovostjo površine, medtem ko višje
temperature do 230 °C omogočajo maksimalen pretok materiala za
visokohitrostne aplikacije ali tiskanje masivnih predmetov. Temperatura ogrevane
podloge naj bo nastavljena med 25 °C in 60 °C, pri čemer se optimalna
vrednost običajno giblje med 40 °C in 50 °C za zagotovitev idealne adhezije
prve plasti. Ta širok razpon delovnih temperatur uporabnikom omogoča fino
nastavljanje parametrov tiskanja glede na konkretne potrebe, najsi gre za
maksimiranje hitrosti proizvodnje ali doseganje najvišje možne kakovosti
površine. Ena najpomembnejših lastnosti materiala Panchroma CoPE je
njegova izjemno močna adhezija na tiskalne podlage, ki predstavlja dvorezen
meč in zahteva specifičen pristop k obdelavi. Ta izjemen oprijem je
rezultat kombinacije več dejavnikov, vključno s polarno naravo estrskih
skupin v polimerni verigi, ki ustvarjajo močne dipol-dipol interakcije
s površino podlage, ter optimizirano viskoznostjo taline, ki omogoča popolno
močenje površine med odlaganjem prve plasti. Čeprav ta lastnost učinkovito
odpravlja težave z deformacijami in odstopanjem izdelkov med tiskanjem, kar je
pogosta težava pri velikih ali tankostenskih predmetih, lahko hkrati povzroči
precejšnje zaplete pri odstranjevanju dokončanih predmetov s tiskalne
površine.
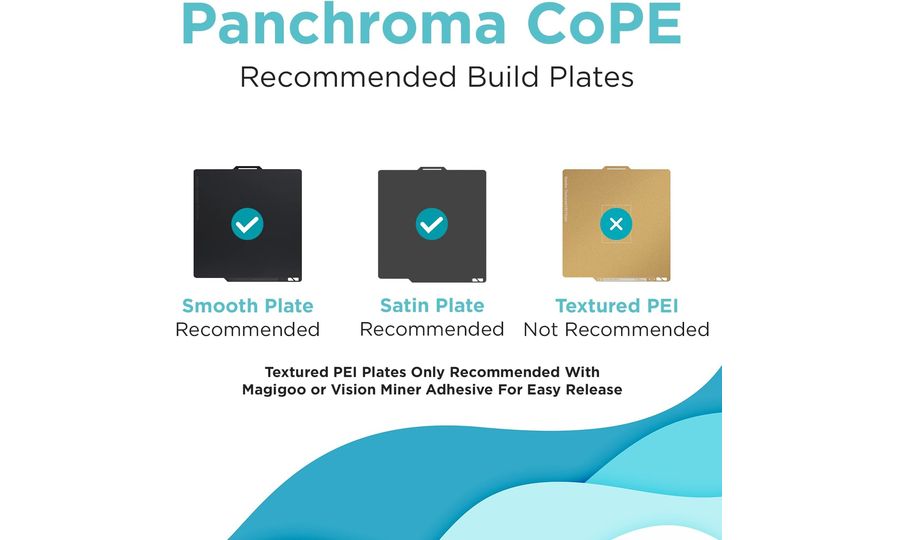
Material izkazuje še posebej močno afiniteto do teksturiranih ali
strukturiranih PEI plošč, kjer je adhezija lahko tako intenzivna, da obstaja
nevarnost poškodbe tako izdelka kot same tiskalne podlage pri poskusu
odstranitve. Mehanizem te izjemne adhezije je povezan z molekularno
strukturo kopoliestra in njegovo sposobnostjo ustvarjanja močnih
medmolekularnih interakcij s površino PEI materiala. Pri temperaturi
tiskanja pride do delne interdifuzije polimernih verig na stiku med filamentom
in podlago, kar ustvari skoraj trajno vez. Za zmanjšanje tega učinka je
ključno upoštevati priporočene postopke, vključno z uporabo ustreznih
ločilnih sredstev in temeljitim ohlajanjem izdelka na sobno temperaturo pred
poskusom odstranitve, ko toplotno krčenje materiala pomaga pri naravnem
sproščanju s podlage. Pomembna omejitev materiala Panchroma CoPE je njegova
nezdružljivost s tradicionalnimi PLA filamenti v okviru večmaterialnega
tiska. Različna kemijska narava kopoliestra in polimlečne kisline vodi do
nezadostne medplastne adhezije med temi materiali, kar onemogoča njuno
učinkovito kombinacijo v enem samem izdelku.
To pomanjkanje adhezije pa paradoksalno predstavlja prednost pri uporabi
Panchroma CoPE kot odstranljivega podpornega materiala za PLA izdelke, kjer
šibka vez med materiali olajša naknadno odstranjevanje podpor brez poškodb
glavnega predmeta. Ta dvojna značilnost razširja možnosti uporabe
materiala in uporabnikom zagotavlja dodatno prilagodljivost pri načrtovanju
zapletenih tiskalnih projektov. Nastavitev retrakcije za optimalne
rezultate tiska je odvisna od tipa ekstrudera, ki se uporablja v določenem
tiskalniku. Za konfiguracijo z neposrednim pogonom (direct drive) se priporoča
razdalja retrakcije 1 mm pri hitrosti 20 mm/s, kar zmanjša tveganje za
zamašitev šobe ob ohranjanju čistega tiska brez neželenih nitk. Za bowden
sisteme z daljšo razdaljo med motorjem in šobo je primerna razdalja
retrakcije 3 mm pri hitrosti 40 mm/s, ki kompenzira prožnost bowden cevke in
zagotavlja natančen nadzor toka materiala. Uporaba hladilnega ventilatorja med
tiskanjem je priporočljiva za optimalno kakovost previsov in finih detajlov,
pri čemer se intenzivnost hlajenja lahko prilagodi glede na kompleksnost
tiskane geometrije. Če material med skladiščenjem absorbira vlago iz zraka,
kar se lahko odrazi v pokanju med ekstruzijo ali poslabšani kakovosti
površine, se priporoča sušenje pri temperaturi 55 °C za obdobje 6 ur.
Ta proces povrne optimalne tiskalne lastnosti materiala z odstranjevanjem
absorbirane vlage, ki lahko povzroči hidrolizo polimernih verig in degradacijo
mehanskih lastnosti. Redno sušenje je še posebej pomembno v okoljih z visoko
relativno vlažnostjo ali pri dolgotrajnem skladiščenju odprtih kolutov.
Sistem kontrole kakovosti podjetja Polymaker zagotavlja dosledno barvo
in homogenost materiala med proizvodnimi serijami s strogimi testnimi protokoli
in spektroskopsko analizo. Vsak kolut gre skozi temeljit nadzor, ki
vključuje merjenje premera nitke, testiranje mehanskih lastnosti in vizualni
pregled za zagotovitev odsotnosti napak. Rezultat je material z visoko
uniformnimi lastnostmi, ki zagotavlja predvidljive in ponovljive rezultate ne
glede na obseg projekta, od majhnih umetniških del do obsežnih industrijskih
aplikacij. Embalaža filamenta odraža zavezanost podjetja Polymaker k okoljski
trajnosti z uporabo popolnoma reciklabilnih materialov. Vsak kolut s težo
1 kg je izdelan iz recikliranega kartona z ojačanimi robovi, ki preprečujejo
poškodbe in luščenje med ravnanjem in skladiščenjem.
Poseben premaz na robovih koluta odpravlja prašenje, značilno za kartonske
materiale, in hkrati zagotavlja združljivost z avtomatskimi sistemi za menjavo
materiala, kot je Bambu Lab AMS. Filament je natančno navit s tehnologijo, ki
preprečuje zapletanje, in vakuumsko pakiran v vrečki z zadrgo za ponovno
zapiranje, ki vsebuje sušilno sredstvo, kar zagotavlja optimalno kondicijo
materiala ob dobavi in med skladiščenjem. Premer nitke 1,75 mm s strogo
toleranco zagotavlja dosleden tok materiala in združljivost z veliko večino
sodobnih FDM in FFF 3D tiskalnikov. Ta standardizacija omogoča enostavno
integracijo materiala v obstoječe proizvodne procese brez potrebe po večjih
prilagoditvah strojne ali programske opreme. Material je optimiziran za
uporabo s privzetimi nastavitvami večine običajnih programov za pripravo
tiska (slicerjev), kar poenostavlja postopek priprave in znižuje vstopno
bariero za uporabnike, ki prehajajo s tradicionalnih PLA materialov.
Spekter uporabe materiala Panchroma CoPE vključuje široko paleto uporab, od
funkcionalnih prototipov do končnih izdelkov in specializiranih tehničnih
aplikacij.
Visoka odpornost proti obrabi in mehanska trdnost naredita material idealen
za izdelavo delov, izpostavljenih mehanskim obremenitvam, kot so zobniki,
ležaji ali konstrukcijski elementi. Izjemna kakovost površine brez potrebe po
dodatni obdelavi omogoča neposredno proizvodnjo estetskih delov za
potrošniške izdelke. Sposobnost visokohitrostnega tiskanja znatno
poveča produktivnost in zmanjša proizvodne stroške, zaradi česar je material
privlačen za maloserijsko proizvodnjo in hitro izdelavo prototipov.
Ekonomska perspektiva uporabe materiala Panchroma CoPE kaže ugodno razmerje med
začetno investicijo in dolgoročnimi prihranki zaradi povečane produktivnosti
in manjše stopnje neuspešnih tiskov. Možnost tiskanja s hitrostjo do
400 mm/s predstavlja potencialno skrajšanje proizvodnih časov za več kot
50 odstotkov v primerjavi s standardnimi materiali, kar znatno zmanjša
stroške energije in amortizacijo opreme. Izboljšane sposobnosti premoščanja
in previsov zmanjšujejo potrebo po podpornih strukturah, kar varčuje
z materialom in odpravlja zamudne korake po obdelavi. Kombinacija teh
dejavnikov dela material Panchroma CoPE ekonomsko ugodno izbiro za profesionalne
uporabnike in navdušence, ki iščejo maksimalno zmogljivost in zanesljivost
pri svojih 3D tiskarskih projektih.
Lastnosti:
- Material: kopoliester (CoPE)
- Barva: Purple
- Premer nitke: 1,75 mm
- Toleranca premera: ±0,02 mm
- Teža: 1000 g
- Temperatura tiskanja: 190 °C do 230 °C
- Temperatura podlage: 25 °C do 60 °C
- Priporočena temperatura podlage za optimalno adhezijo: 40 °C do
50 °C
- Maksimalna hitrost tiskanja: 400 mm/s
- Hlajenje: vklopljen ventilator priporočen
- Retrakcija za neposredni pogon: razdalja 1 mm, hitrost 20 mm/s
- Retrakcija za bowden sistem: razdalja 3 mm, hitrost 40 mm/s
- Nastavitve sušenja: 55 °C za 6 ur v primeru absorpcije vlage
- Združljivost z večmaterialnimi sistemi: Bambu
Lab AMS
- Združljivost s PLA v večmaterialnem tisku: ne (slaba adhezija)
- Možnost uporabe kot podporni material za PLA: da
- Adhezija na podlago: zelo močna
- Priporočene tiskalne podlage: gladka ali satenasta plošča
- Nepriporočene podlage: teksturirane PEI plošče
- Priporočena ločilna sredstva: Magigoo Original,
Vision Miner
- Odpornost proti obrabi: visoka
- Sposobnost premoščanja: izboljšana
- Sposobnost previsov: izboljšana
- Tip koluta: reciklabilen kartonski z ojačanimi robovi
- Združljivost: vsi odprti FDM/FFF 3D tiskalniki
- Pakiranje: vakuumsko pakirano v vrečki z zadrgo za ponovno zapiranje
- Certifikacija: ustreza standardom za materiale za 3D tisk

 Česko
Česko Slovensko
Slovensko Magyarország
Magyarország Deutschland
Deutschland România
România България
България Polska
Polska